في جوهرها، عملية القولبة بالحقن لأحذية المطر المصنوعة من PVC هي طريقة تصنيع عالية السرعة تحول حبيبات البلاستيك الخام إلى حذاء كامل وسلس ومقاوم للماء في عملية آلية واحدة. تحت حرارة وضغط هائلين، يتم دفع كلوريد البولي فينيل (PVC) المنصهر إلى قالب مشكل بدقة على شكل حذاء، حيث يبرد ويتصلب.
الفكرة الحاسمة هي أن القولبة بالحقن ليست مجرد طريقة لتشكيل البلاستيك؛ إنها طريقة لإنشاء هيكل متجانس ومقاوم للماء بكفاءة واتساق لا يصدق، مما يجعلها العملية المثالية للإنتاج الضخم للسلع المتينة مثل أحذية المطر.

المبدأ الأساسي: من الحبيبات إلى حذاء جاهز
التحدي الأساسي في صنع حذاء مطر هو ضمان أنه مقاوم للماء تمامًا. الطرق التقليدية التي تتضمن الخياطة أو اللصق تخلق درزات، وهي نقاط ضعف محتملة للتسرب.
تحل القولبة بالحقن هذه المشكلة عن طريق تشكيل الحذاء بأكمله - النعل، والجزء العلوي، والكعب - كقطعة واحدة مستمرة من المواد. هذا يلغي الدرزات تمامًا، مما يضمن منتجًا نهائيًا مقاومًا للماء مباشرة من القالب.
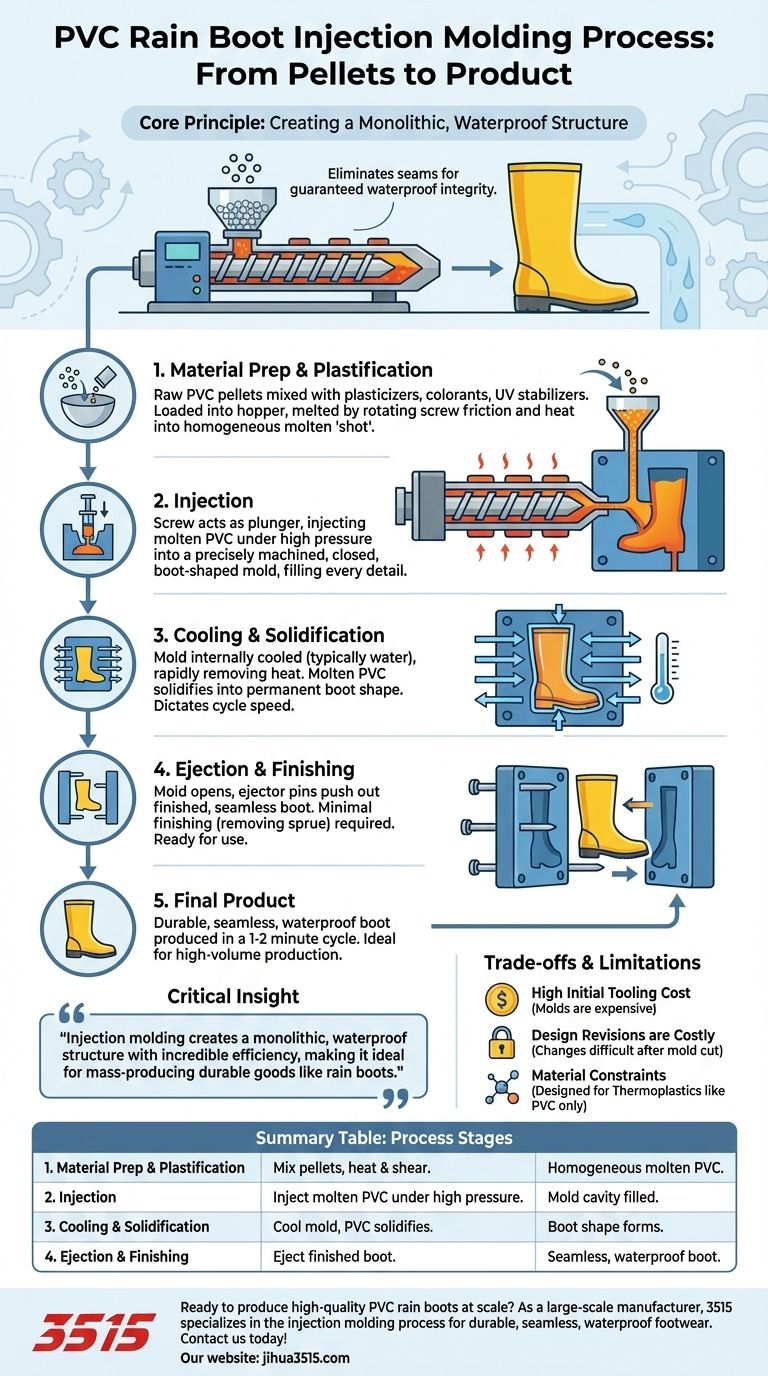
تحليل مفصل للعملية خطوة بخطوة
يمكن أن تستغرق الدورة بأكملها، من تحميل المواد الخام إلى إخراج حذاء جاهز، دقيقة إلى دقيقتين فقط، مما يسمح بنطاق إنتاج ضخم. كل مرحلة حاسمة للجودة النهائية للحذاء.
الخطوة 1: تحضير المواد
قبل بدء العملية، غالبًا ما يتم خلط حبيبات PVC الخام مع إضافات. يمكن أن تشمل هذه الملدنات للتحكم في المرونة، والملونات للجماليات، ومثبتات الأشعة فوق البنفسجية لمنع التدهور الناتج عن أشعة الشمس. ثم يتم تحميل هذا الخليط في قادوس على آلة القولبة بالحقن.
الخطوة 2: اللدونة (الصهر)
يتم تغذية حبيبات PVC من القادوس إلى برميل مسخن يحتوي على برغي دوار كبير. مع دوران البرغي، فإنه يدفع الحبيبات إلى الأمام في نفس الوقت ويولد احتكاكًا وحرارة شديدين. هذا، جنبًا إلى جنب مع نطاقات التسخين الخارجية، يذيب PVC إلى سائل متجانس ومنصهر يُعرف باسم "اللقطة".
الخطوة 3: الحقن
بمجرد تراكم كمية كافية من PVC المنصهر في مقدمة البرميل، يعمل البرغي مثل مكبس. يندفع إلى الأمام تحت ضغط عالٍ، ويحقن لقطة البلاستيك المنصهر في قالب مغلق ومتحكم في درجة حرارته. يضمن الضغط أن يملأ PVC السائل تمامًا كل تفاصيل التجويف المشكل على شكل حذاء، من المداس على النعل إلى أي شعارات على الجانب.
الخطوة 4: التبريد والتصلب
يتم تبريد القالب داخليًا، عادةً عن طريق تدوير الماء. هذا يزيل الحرارة بسرعة من PVC المنصهر، مما يتسبب في تصلبه واتخاذ الشكل الدائم للقالب. غالبًا ما تكون مرحلة التبريد هذه أطول جزء من الدورة وتحدد سرعة الإنتاج الإجمالية.
الخطوة 5: الإخراج والتشطيب
بعد تصلب PVC، يفتح القالب، ويتم دفع حذاء المطر الجاهز بواسطة دبابيس الإخراج. في هذه المرحلة، يكون الحذاء مشكلاً بالكامل وعمليًا. الخطوة النهائية الوحيدة المطلوبة عادة هي إزالة قطعة صغيرة من المواد الزائدة (الـ "عدّاء") حيث تم حقن البلاستيك في القالب.
فهم المقايضات والقيود
على الرغم من فعاليتها العالية، إلا أن القولبة بالحقن ليست خالية من قيودها الخاصة. فهم هذه القيود هو المفتاح للاستفادة من العملية بشكل صحيح.
تكلفة الأدوات الأولية العالية
العيب الرئيسي هو تكلفة القالب، المعروف أيضًا باسم "الأداة". القوالب هي قطع معقدة من الفولاذ المقوى، ويمكن أن يكون تصميمها وتصنيعها مكلفًا للغاية، وغالبًا ما تصل إلى عشرات الآلاف من الدولارات أو أكثر. هذا يجعل العملية مناسبة فقط للإنتاج بكميات كبيرة حيث يمكن توزيع التكلفة على وحدات عديدة.
تعديلات التصميم مكلفة
بمجرد قطع قالب فولاذي، يصبح إجراء التغييرات صعبًا ومكلفًا. يجب الانتهاء من تصميم الحذاء بالكامل قبل بدء التصنيع. تعديل القالب مهمة هندسية كبيرة، على عكس المرونة التي توفرها طرق النمذجة الأولية.
قيود المواد
تم تصميم القولبة بالحقن للدائن الحرارية - البوليمرات التي يمكن صهرها وتبريدها بشكل متكرر. في حين أن PVC خيار ممتاز ومتعدد الاستخدامات، فإن هذه العملية غير مناسبة للمواد مثل المطاط الطبيعي أو البلاستيك المتصلب بالحرارة، والتي لا يمكن إعادة صهرها بمجرد معالجتها.
اتخاذ القرار الصحيح لهدفك
يعتمد تطبيق هذه المعرفة كليًا على أولويات مشروعك.
- إذا كان تركيزك الأساسي هو الإنتاج الضخم والكفاءة من حيث التكلفة: لا مثيل للقولبة بالحقن للكميات الكبيرة، حيث تعوض التكلفة المنخفضة لكل حذاء بسرعة الاستثمار الأولي العالي للأدوات.
- إذا كان تركيزك الأساسي هو تصميم سلس ومقاوم للماء: الطبيعة المتجانسة للجزء المقولب بالحقن تجعله الخيار الأفضل لإنشاء منتج خالٍ بطبيعته من التسربات.
- إذا كان تركيزك الأساسي هو النمذجة الأولية السريعة أو الإنتاج بكميات صغيرة: التكلفة العالية للأدوات تجعل القولبة بالحقن غير عملية؛ الطباعة ثلاثية الأبعاد أو طرق التصنيع الأخرى ستكون أكثر ملاءمة للنماذج الأولية.
في النهاية، توفر عملية القولبة بالحقن مسارًا قويًا وفعالًا من المواد الخام إلى منتج نهائي وموثوق.
جدول ملخص:
| المرحلة | الإجراء الرئيسي | النتيجة |
|---|---|---|
| 1. تحضير المواد | خلط حبيبات PVC مع الملدنات والملونات. | مركب جاهز للصهر. |
| 2. اللدونة | تسخين وقص الحبيبات في برميل مع برغي. | PVC متجانس ومنصهر. |
| 3. الحقن | حقن PVC المنصهر تحت ضغط عالٍ في قالب. | تجويف القالب ممتلئ بالكامل. |
| 4. التبريد | تبريد القالب بالماء المتداول. | يتصلب PVC على شكل حذاء. |
| 5. الإخراج | فتح القالب وإخراج الحذاء الجاهز. | يتم إنتاج حذاء سلس ومقاوم للماء. |
هل أنت مستعد لإنتاج أحذية مطر PVC عالية الجودة على نطاق واسع؟
بصفتنا مصنعًا كبيرًا، تتخصص 3515 في عملية القولبة بالحقن لتقديم أحذية متينة وسلسة ومقاومة للماء تمامًا. نحن ننتج مجموعة شاملة من الأحذية للموزعين وأصحاب العلامات التجارية والعملاء بالجملة، مما يضمن الكفاءة والاتساق لاحتياجاتك ذات الحجم الكبير.
اتصل بنا اليوم لمناقشة مشروعك والحصول على عرض أسعار!
دليل مرئي
المنتجات ذات الصلة
- أحذية المطر المتينة المقاومة للماء | مُصنِّع مخصص للبيع بالجملة والعلامات التجارية
- أحذية المطر المتينة المقاومة للماء والقابلة للتخصيص بالكامل من المصنع مباشرة بالجملة
- أحذية سلامة فاخرة مقاومة للماء بالجملة توفر حماية عالية الأداء للأسواق الصناعية
- أحذية سلامة مقاومة للحريق ومقاومة للماء عالية الأداء
- أحذية سلامة صناعية فاخرة مقاومة للماء عالية القطع للطلبات بالجملة والكميات الكبيرة
يسأل الناس أيضًا
- ما هي المواد الرئيسية للأحذية المطر المقاومة للماء؟ اختر المادة المناسبة للمتانة والراحة
- ما هي الاختلافات الرئيسية بين أحذية المطر وأحذية الثلج؟ اختر الحذاء المناسب لمناخك
- كيف يمكنك التأكد من بقاء قدميك جافتين أثناء المشي في فصل الشتاء؟ نظام دفاع من جزأين لراحة تامة
- ما هي أفضل أنواع الأحذية لظروف الحدائق المختلفة؟ ابحث عن الخيار الأمثل لك.
- لماذا تكون أحذية المطر أكثر مرونة وراحة من أحذية الثلج؟ شرح الفروقات الرئيسية



















